
OPL系列

使用本网页时请注意
1. 本网页内容是作为您购入机器前的信息支持,而对产品操作方法进行的简单介绍。在您开始使用本产品时,请您一定仔细阅读产品使用说明书。
2. 本网页所记载的操作方法,只针对目前正在销售的「OPL系列」。
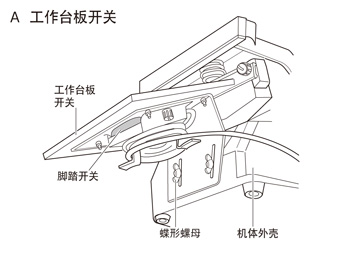
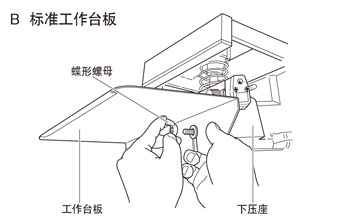
1. 安装工作台板
如果有必要请安装"工作台开关板※1"或"标准工作台板ル※2(选购品)"以及"特殊工作台"(选购品)。
・※1=只有OPL-200、OPL-300系列可以安装。
・※2=只有OPL-450标准配置。
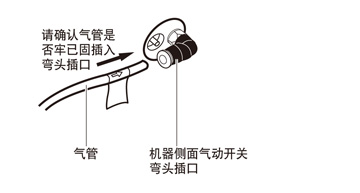
2. 插入气管
请将气管牢固插入气动开关弯头的插孔。
3. 按下电源开关
按下机体侧面的电源开关,此时液晶显示屏上的文字会随之亮灯。

4. 选择操作方法
通过按下控制面板上的"連続運転ON/OFF",可以选择手动操作或连续运转。OPL-200、OPL-300系列的手动操作也可以通过"工作台板开关"来进行操作。
5. 通过微电脑控制器进行封口条件设定
本系列可通过为电脑控制器对加热温度、加热时间(加热温度保持时间)、冷却温度、运转间隔时间进行设定。 根据所用包材的材质、厚度的不同,所需封口条件数据也会有所差异,因此当更换包材时,请您对其进行重新设定。
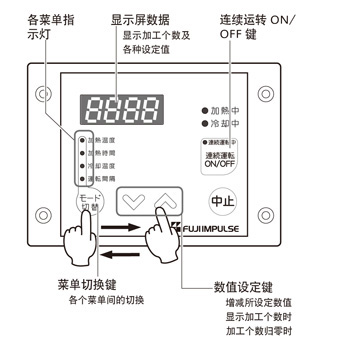
按下菜单切换键后
可依次按■加工个数→■加热温度→■加热时间(加热温度保持时间)→■冷却温度→■运转间隔时间的顺序调出各个菜单。
菜单被调出后,其前面的指示灯会亮起。没有任何灯亮起时,液晶显示屏上所显示的为已加工个数。
设定加热温度
・ 调出"加热温度"菜单后,按▲、▼键对数值进行增减设定(在60-250℃的范围内)。
・ 根据所用包材材质的不同,其熔融温度也不同。
・ 请将温度设定至可以实现封口时的最低温度处。
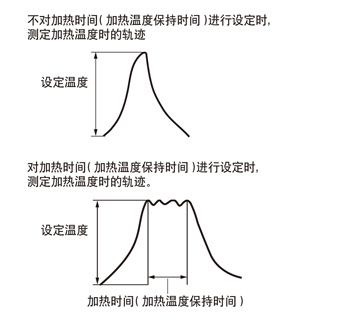
设定加热时间(加热温度保持时间)
・ 调出"加热时间(加热温度保持时间)的"菜单后,按▲、▼键对数值进行增减设定(在0.0-5.0秒的范围内)。
・ 温度可控系统中的加热时间(加热温度保持时间),是指维持所设定加热温度的时间。一般情况下,即使不设定加热时间(加热温度保持时间)、即将加热时间设定至0.0秒时,也可以实现正常封口。 当包材材质较厚、即使提高加热温度也无法实现封口时,或虽然可以封口但包材严重受损时,设定适当的加热时间(加热温度保持时间)会有更好的效果。
设定冷却温度
・ 调出"冷却温度"菜单后,按▲、▼键对数值进行增减设定(在40 − 250℃的范围内)。
・ 设定冷却温度时,请设定至包材可以充分冷却的温度。
连续运转・运转间隔时间的设定
・调出"连续运转"菜单后,按▲、▼键对数值进行增减设定(在0.1 − 5.0秒的范围内)。
・该项设定只在使用连续运转操作时进行设定。
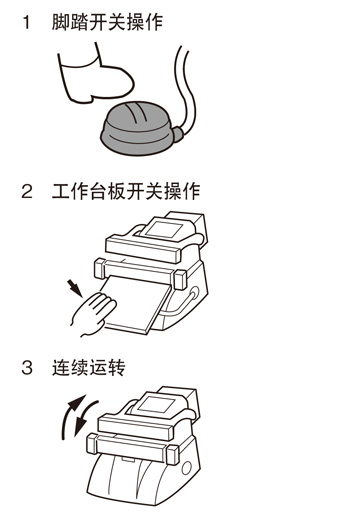
6. 根据所选操作模式进行封口作业
1. 脚踏开关操作
将包装袋放入封口部,此时踩下脚踏开关后压着板将会下压、进入封口工序。
2. 工作台板开关操作
将包装袋放入封口部,轻轻按下工作台板开关指定位置后(贴有指示标签),压着板将会下压、进入封口工序。
3. 连续运转
按照定时器上的所设定的时间间隔,压着板会连续落下。您可以按照此间隔将包装袋放入封口部处,进行封口。 切换"手动/自动"调节钮至"手动"后,自动运转将会停止。
・ 作业结束后,请将电源开关切换至OFF。
・ 若长时间不使用,请将电源线从插座上拔下来。